Hastelloy C276 स्टेनलेस स्टील निकेल-आधारित मिश्र धातु पेशेवर धातु कास्टिंग के लिए समुद्री उपकरण EB3532

मोनेल, मुख्य रूप से निकल और तांबा से बने निकेल बेस कास्टिंग्स और निकल मिश्र धातुओं के एक समूह के लिए सामान्य पदनाम है, जिसमें छोटी मात्रा में लोहा, मैंगनीज, कार्बन और सिलिकॉन शामिल हैं। शुद्ध निकल की तुलना में मजबूत, मोनेल मिश्र धातु तेजी से बहने वाले समुद्री जल सहित कई एजेंटों द्वारा जंग के लिए प्रतिरोधी है। स्टील की तुलना में, मोनेल को मशीन करना बहुत मुश्किल है क्योंकि यह बहुत जल्दी काम करता है। इसे धीमी गति और कम फीड दरों पर चालू करने और काम करने की आवश्यकता है।
गुणवत्ता स्तर: राष्ट्रीय मानक और अंतर्राष्ट्रीय मानकों के अनुसार।
उपलब्ध आकार: आपके चित्र के अनुसार।
आवेदन क्षेत्र: वाल्व सीट, असर आस्तीन, पंप शाफ्ट, अंगूठी सील, पहनने गास्केट, असर झाड़ी, गर्म extruding मर जाता है, भाप टरबाइन ब्लेड, खाद्य प्रसंस्करण उद्योग, वाल्व गेट, वाल्व बोर्ड, वाल्व सीट अंगूठी, दंत उद्योग।
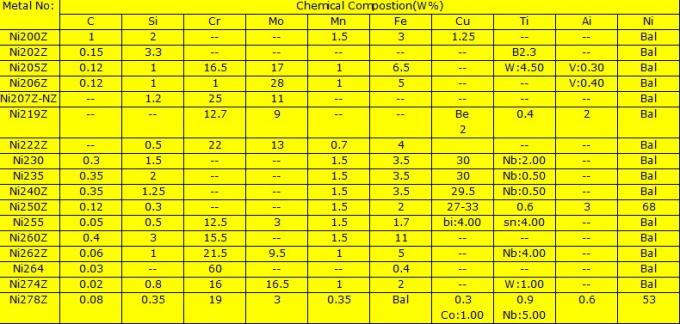
सामग्री ग्रेड:
पी बार- बार वेल्डिंग (पीडब्लू)
मिश्र धातुओं से युक्त निकेल बेस और कार्बाइड को जमा करने के लिए उपयोग किया जाता है, यह कोबाल्ट मिश्र धातुओं के लिए भी उपयुक्त है, विशेष रूप से पाउडर के रूप में संशोधित। यह प्रक्रिया अधिकांश स्टील्स, लागत लोहा, निकल आधार और कुछ तांबे आधार मिश्र धातुओं का सामना करने के लिए उपयुक्त है।
उपयोग किए जाने वाले पाउडर को रॉड की तुलना में कम तापमान पर लगाया जाता है, और यह प्रक्रिया अनुप्रयोगों के लिए आदर्श होती है जैसे कि संकीर्ण माला या किनारे का निर्माण छोटे पहनने के प्रतिरोधी क्षेत्र प्रदान करने के लिए, और कच्चा लोहा के सरफेसिंग के लिए। छड़ के अनुप्रयोगों की तुलना में कम तापमान में थोड़ा कम स्केलिंग और विरूपण होता है।
स्प्रे और फ्यूज (एसएफ)
---- अल्ट्रासोनिक स्प्रे कोटिंग प्रक्रिया
स्प्रे और फ्यूज एक दो-चरण की प्रक्रिया है, पाउडर मिश्र धातु को एक लौ स्प्रे के साथ स्थिति में छिड़का जाता है और फिर ऑक्सी-एसिटिलीन या इसी तरह की मशाल के साथ या एक वैक्यूम भट्टी में फ्यूज़ किया जाता है। प्रक्रिया विशेष रूप से संशोधित कोबाल्ट और निकल बेस मिश्र धातुओं और कार्बाइड का उपयोग करती है, जिसमें ग्रेड के पाउडर होते हैं, जो चिकनी, पतली (I मिमी से 3 मिमी) परतों को cobalt alloy या DELORO मिश्र धातुओं की परतों में जमा करते हैं, जो धातु रूप से सब्सट्रेट से बंधे होते हैं।
प्लाज्मा छिड़काव
प्लाज्मा छिड़काव अधिकांश कोबाल्ट, निकल और लोहे के बेस मिश्र धातुओं के लिए उपयुक्त है, साथ ही सिरेमिक, कंपोजिट और कार्बाइड की एक बहुत विस्तृत श्रृंखला है। अधिकांश सामग्रियों पर इस प्रक्रिया का उपयोग किया जा सकता है, जिसे ग्रिट ब्लास्टिंग द्वारा तैयार किया जा सकता है। जमा पतले (0.1 मिमी से 0.2 मिमी), उच्च घनत्व (नए उच्च ऊर्जा प्लाज्मा उपकरण के साथ 99% तक पहुंच), और चूंकि सब्सट्रेट केवल थोड़ा गर्म है, न्यूनतम विरूपण के साथ लागू किया जा सकता है। हालांकि, कोटिंग्स संलयन वेल्डेड ओवरले नहीं हैं, और केवल यांत्रिक रूप से सब्सट्रेट से बंधे हैं।
तालिका 1: मानक निकल बेस मिश्र
स्टार्टर मिश्र धातु ओवरले वेल्डिंग
| Hastelloy C22® (UNS N06022) (अधिकतम) |
| सी | एम.एन. | पी | एस | सी | सीआर | नी | मो | सीओ | फे | डब्ल्यू | वी |
| 0.015 | 0.5 | 0.02 | 0.02 | 0.08 | 20.0-22.5 | बाल। | 12.5-14.5 | 2.5 | 2.0-6.0 | 2.5-3.5 | 0.35 |
| Hastelloy C276® (UNS N10276) (अधिकतम) |
| सी | एम.एन. | पी | एस | सी | सीआर | नी | मो | सीओ | फे | डब्ल्यू | वी |
| 0.01 | 1 | 0.04 | 0.03 | 0.08 | 14.5-16.5 | बाल। | 15.0-17.0 | 2.5 | 4.0-7.0 | 3.0-4.5 | 0.35 |
| Hastelloyx® (UNS N06002) (अधिकतम) |
| सी | एम.एन. | पी | एस | सी | सीआर | नी | मो | सीओ | फे | डब्ल्यू | अन्य |
| 0.05-0.15 | 1 | 0.04 | 0.03 | 1 | 20.5-23.0 | बाल। | 8.0-10.0 | 0.5-2.5 | 17.0-20.0 | 0.2-1.0 | / |
Monel 400® (UNS NO4400) (अधिकतम।)  | |
| सी | एम.एन. | एस | सी | नी | Cu | फे |
| 0.3 | 2 | 0.024 | 0.5 | 63 मि | 28-34 | 2.5 |
मोनेल M400® (UNS NO4400) (अधिकतम।)  |
| सी | एम.एन. | एस | सी | नी | Cu | फे |
| 0.3 | 2 | 0.024 | 0.5 | 63-70 | 28-34 | 2.5 |
Monel R405® (UNS NO4405) (अधिकतम)  |
| सी | एम.एन. | एस | सी | नी | Cu | फे |
| 0.3 | 2 | .025-.06 | 0.5 | 63.0min | 28-34 | 2.5 |
मोनेल K500® (UNS NO5500) (अधिकतम।)  | |
| सी | एम.एन. | एस | सी | नी | Cu | ती | ऐ | फे |
| 0.1 | 2 | 0.01 | 0.5 | 63min | 27-33 | 0.86 | 2.3-3.15 | 2 |
| इनकेंल 600 (UNS NO6600) (अधिकतम) | |
| सी | एम.एन. | एस | सी | सीआर | नी | Cu | फे | |
| 0.15 | 1 | 0.015 | 0.5 | 14-17 | 72 मि | 0.5 | 6.0-10.0 |
| इनकेंल 601 (UNS NO6601) (अधिकतम) |
| सी | एम.एन. | सी | सीआर | नी | सीओ | ऐ | फे |
| 0.05 | 0.3 | 0.2 | 22.5 | 61.5min | 5 | 1.4 | 14.1 |
| Inconel 718 (UNS NO7718) (अधिकतम) |
| सीआर | नी | मो | सीओ | सीबी + टा | ती | ऐ | फे |
| 19 | 52.5min | 3.05 | 5 | 5.13 | 0.9 | 0.5 | 18.5 |
| इनकोलॉय का रासायनिक विश्लेषण 800® अनस (N08800) | |
| सी | सीआर | नी | ती | ऐ | फे | अनाज |
| 0.1 अधिकतम | 19.0-23.0 | 30.0-35.0 | 0.15-0.6 | 0.15-0.6 | 39.5min | / |
| Incoloy800H® UNS (N08810) |
| सी | सीआर | नी | ती | ऐ | फे | अनाज |
| 0.05-0.1 | 19.0-23.0 | 30.0-35.0 | 0.15-0.60 | 0.15-0.60 | 39.5min | 5or मोटे |
| Incoloy800HT® UNS (N08811) |
| सी | सीआर | नी | ती | ऐ | फे | अनाज |
| 0.06-0.10 | 19.0-23.0 | 30.0-35.0 | 0.25-0.60 | 0.25-0.60 | 39.5min | 5or मोटे |
उत्पादन की प्रक्रिया
चरण 1: आदेश प्राप्त करना।
चरण 2: तकनीकी विभाग द्वारा प्रक्रिया डिजाइन
चरण 3: कच्चे माल और पैटर्न बनाने और जाँच की खरीद
चरण 4: कच्चे माल का निरीक्षण
चरण 5: मध्य-आवृत्ति प्रेरण भट्टियों द्वारा पिघलना
चरण 6: स्पेक्ट्रोमीटर द्वारा लैडल विश्लेषण
चरण 7: डी-ऑक्सीकरण, लावा हटाने, दोहन
चरण 8: डालना
चरण 9: खोलने और fettling
चरण 10: भूतल और आयामी जाँच
चरण 11: गर्मी उपचार
चरण 12: भौतिक संपत्ति का निरीक्षण (UT परीक्षण, MT परीक्षण, कठोरता, प्रभाव मूल्य )स्ट्रक्चर)
चरण 13: पैकिंग
चरण 14: शिपिंग

1. 18 वर्षीय फाउंड्री ऑपरेशन का अनुभव।
2. अनुकूल और उच्च कुशल तकनीकी और वाणिज्यिक संचार।
3. व्यावसायिक निर्यात प्रथाएँ: +60 विदेशी देशों को निर्यात की गई हैं।
हमारे व्यापार शो 
न्यूकास्ट 2015, जर्मनी में हमारा बूथ नंबर 14-A29-5
हॉल 14, खड़े नंबर ए .29-5।
उत्पादों और सेवा के बारे में अधिक जानकारी के लिए हमसे संपर्क करें:
श्री जॉन लियू
प्रोजेक्ट मैनेजर
सेल: 0086-130 930 23772 (व्हाट्स ऐप)
दूरभाष: 0086-188 0059 6372
फैक्स: 0086-510-6879 2172
ई-मेल: cast@ebcasting.com: ebcastings@163.com
स्काइप आईडी: julia.zhu26
QQ: 217 039 6403
www.ebcastings.com
अनन्त आनंद मिश्र धातु कास्टिंग और फोर्जिंग कं, लि।
जोड़ें।: J-Sci-Tech पार्क, Binhu जिला, वूशी, 214122, Jiangsu, चीन

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!